|
|

[滚齿] 刀子不对中,加工出来的齿轮会有什么后果 [复制链接]
[复制链接]
|
| ||
点评
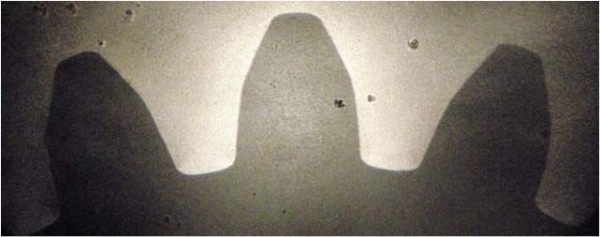
如果齿形做成了如图所示的,还能“通过验收”那才是质量的笑话,肉眼都看出不标准,出棱的产品也能合格,这是典型的滚齿刀具容屑槽分度不均造成的齿形粗大误差哦。也与刀具的径向跳动有关。
| ||
| ||
点评
书有南北二版,学说也有东西之分,由他去吧。要对中的继续对中,认为可以不对中的继续不对中,百花齐放才是。
| ||
| ||
| ||
| ||
GMT+8, 2024-4-28 20:13 , Processed in 0.240304 second(s), 19 queries , MemCache On.
Powered by Discuz! X3.4 Licensed
© 2001-2023 Discuz! Team.


 发表于 2011-7-12 12:16
发表于 2011-7-12 12:16




 发表于 2011-7-14 15:23
发表于 2011-7-14 15:23
